Bearings are a globally sourced commodity. As such, quality control of regular deliveries as well as the evaluation of new suppliers is highly important. Bearing trading companies who work independently from specific brands constantly need to optimize their supplier base, which means reducing costs without jeopardizing the quality. Quality control is even more critical when selling bearings under the house brand. Additionally, customers need to be convinced that the alternative product will meet the requirements of their applications.
Download “Bearing life testing for bearing distributors” as a PDF.
Find all of our articles here.
When discussing the motivation for testing, one must distinguish between three different situations which will be discussed in-depth later in this article.
First: one is contacted almost daily by bearing factories and the sheer number of them requires an efficient supplier approval process to reduce the total number of candidates. Here, a typical approach could be to first study their documents, request a quote and perhaps arrange an audit. The latter step requires between a half and a full day depending on how big the factory is and how in-depth one wishes to go. Hence, during one week of travel in the country of origin, bearing traders can visit between five and ten factories. It follows that an efficient pre-selection process would be beneficial.
Second: A house brand must be maintained much more carefully than no-name cheap goods. There is a difference between selling the end-customer a cheap solution that fails occasionally and something with one’s name printed on it. The house brand can command a higher price point in the market, but this goes along with higher expectations of quality and there must be a correspondingly greater investment in quality control.
Third: One wishes to attract new customers or convince them that the house brand can safely replace their existing premium brand.
Elgeti Engineering test rigs are equipped with two fully independent test stations and are available in four sizes to accommodate bearings up to 320mm outer diameter. They are designed to test the lifetime of any kind of bearing under different loading and lubrication conditions

The bearings are mounted on a horizontal shaft and the stationary outer rings are loaded axially, radially, or both by controlled hydraulic cylinders. The shaft is driven by an electric motor with a frequency converter, allowing speeds to be both controlled and variable. The motor and shaft are connected by a flexible coupling which compensates for misalignments and isolates the test head from motor vibrations. The motor and test head are both attached to a stiff base plate which is supported on the frame by two rows of flexible buffers. This ensures that the test bearings are minimally influenced by external vibrations, especially those coming from the opposing test station.
The temperature is controlled through the lubrication system. The oil is pumped from the tank through an air cooler and filter before reaching the test head; heating is optionally available, though typically not required for standard testing. The speeds of the cooler and pump are controlled by frequency converters, allowing both the temperature and flow rate to be adjusted. The temperature of the oil inlets and outlets to the test head are continuously measured. Their average is assumed to approximate the mean oil temperature inside the test head and thus the target quantity of the automated temperature control. Additional measurements are taken of the outer ring temperatures, motor torque, and housing vibrations, all of which can be used to detect a bearing failure.
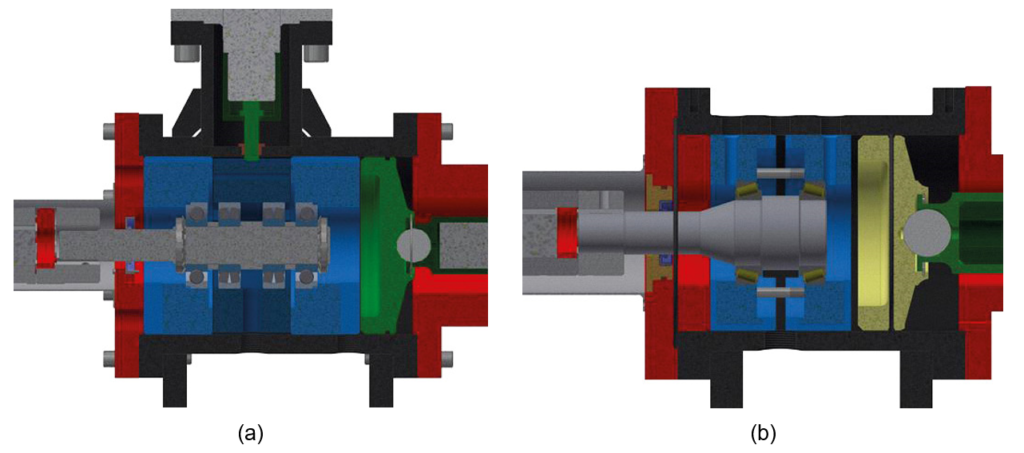
Figure 2 shows two possible setups for bearing testing. The left picture shows the setup for radial or combined loading, either having two specimens and two support bearings or four specimens on one shaft. The latter isthe preferred approach for deep groove ball bearings.
The right picture shows a setup of tapered roller bearings under pure axial load. Tapered roller bearings, like angular contact ball bearings, are suitable to carry both axial and radial loads.Testing under pure axial load requires significantly less effort than testing under combined loads.
In case of a bearing failure, one can choose to replace only the damaged specimen or all of them. The latter option allows for more accurate conclusions as particles from the failing bearing could have interfered with the surviving bearings. However, the first option can be preferred because of the associated lower costs.
Concerning the cost of testing, three points must be considered. First, the tooling for the particular bearing type. Since outer dimensions differ from type to type, the shafts and fixtures must be designed and manufactured individually. Second, test setup. In addition to the labor required to set up and tear down a test, this also includes documenting the damage pattern and consumables such as lubricants or spare shafts. Since test loads are typically higher than normal operating loads, radially loaded bearing rings can spin on the shaft and cause wear. This is one reason why axial loading is cheaper than radial. Third, the testing hours themselves, which factor in the machine’s hourly rate plus electricity.
If a new supplier wants to be approved, especially for smaller bearings, they should be able to provide some samples. It is good practice to request around ten pieces, of which a minimum of two will need to be subjected to a test run. Certainly, more is better –however, the purpose of pre-selection is to identify candidates who provide unqualified or poor products, not approve them.
Obtaining a statistically significant result for a bearing’s lifetime requires many test runs. However, assuming that a supplier does not produce good quality products (unqualified materials, imprecise geometry, missing or incorrect raceway crowning, etc.), then one can expect every piece to fail early, especially when applying high loads. Nevertheless, “one sample is no sample,” which is why a minimum of two is recommended.
In the case of deep groove ball bearings, one option is to mount two samples from two suppliers on one shaft and conduct a test run at maximum speed and high loads. These conditions could lead to a theoretic lifetime of something in the 50–80 hoursrange, with poor quality samples failing far earlier. For tapered roller bearings, one would test one pair at a time in a similar manner.
For bearings with outer diameters smaller than 130mm for which type-specific fixtures already exist (very important!), such evaluations can be done for a budget of 500–1000€, significantly less than the costs associated with an overseas business trip for an audit.
As discussed in our article “Bearing Life Testing for Incoming Inspections” (November 2020), rapid lifetime testing is a viable alternative to all inspection techniques used for quality control. It detects the most common production faults and transportation damages which are likely to cause premature failure as well as revealing conspicuous noise and problems with the external dimensions. Such testing is not intended as an evaluation of general performance; rather, the aim is to confirm that there is nothing obviously wrong. Detectable faults include geometrical deficiencies (differently sized rolling elements, dimensional deviations, significantly improper raceway geometry, faulty radial clearance), material deficiencies (highly unqualified material, hardening cracks, improper heat treatment), and fabrication errors (grinding burns, contamination, raceway corrosion).
A minimum of four samples must be tested per batch for the results to have statistical merit. Samples should be taken at random from different locations in the container. Tests are run for twice the calculated lifetime. For typical lifetimes of 50–80 hours, tests therefore run 100–160 hours. Including one working day for setup, a run can be completed within seven days. For bearings smaller than 130 mm outer diameter for which fixtures are already available, such tests would be 1000-2000 €. Assuming one test run for every 10 000 pieces, this would come out to approximately 0,15 €/piece for having a product with controlled quality.
In order to convince an end-customer that one product can replace another, one frequently requires some kind of A to B comparison. This is fairly expensive to do properly since one needs a minimum of five test runs until failure per brand. If the quality is very high, bearing endurance can exceed the theoretical life by a factor of 5 or more, meaning that the testing project is expensive both financially and in terms of time.
However, often the “proper” comparison is not actually what is needed. The application in question is designed for a certain lifetime; hence, brand B is only required to achieve this lifetime, not exceed that of brand A. Any performance on the part of either brand beyond the lifetime of the application is a bonus –nice, but certainly not required.
As an example, one could test eight deep groove ball bearings over two runs or six tapered roller bearings over three runs until three times the lifetime. If none of them fails, this leads to the conclusion that the brand in question performs as required, which is what the customer needs to know. For bearings up to 130mm outer diameter and for which test fixtures already exist, the associated budget is 4000–6000€.
Life testing is a powerful method for assessing bearing quality. Especially for smaller bearings, it can be quite affordable and help bearing trading companies during purchasing, quality control and sales. A smart choice of reference types to test can reduce costs even further when tooling is already available.




Elgeti Engineering GmbH · Aachen · Germany
Elgeti Engineering USA Inc · Valparaiso, IN · USA
Copryright 2026 @ Elgeti Engineering GmbH